Design of PLC-based boiler flue gas desulfurization control system
1 Introduction
China is a major coal-burning country, and the SO2 emitted by coal-burning has become the main pollutant affecting the air quality of our cities. Therefore, boiler flue gas desulfurization is an important means to reduce SO2 emissions.
The boiler flue gas desulfurization system has a high complexity, and its requirements on the control system are often very high. The use of PLC control has become a more advanced, strong application momentum, more and more widely used control equipment. It has the characteristics of extremely high reliability, can withstand the test of harsh environments, complete functions, high cost performance, etc. It is widely used in boiler flue gas desulfurization projects. The author participates in the design of a 2 & TImes; 75t / h boiler flue gas desulfurization control system of a heat source plant in Shandong, using Siemens S7-200 programmable controller, and the host computer adopts Kingview 6.53 industrial control software of Beijing Asian Controls Co., Ltd. Monitoring.
2. Process flow of desulfurization system
This heat source plant uses limestone-gypsum wet flue gas desulfurization technology. This technology uses limestone slurry as the desulfurizing agent, sprays and scrubs the flue gas in the absorption tower, so that the sulfur dioxide in the flue gas reacts to form calcium sulfite, and at the same time, the air is blown into the slurry of the absorption tower to force the conversion of calcium sulfite It is calcium sulfate, and the by-product of the desulfurization agent is gypsum. This method has high desulfurization efficiency (greater than 95%) and high working reliability.
The system includes flue gas heat exchange system, absorption tower desulfurization system, feed system, gypsum dehydration and wastewater treatment system. This article designs the PLC control system of the feeding system.
3. Brief introduction of boiler desulfurization system
(1) This system is a 2x75t / h boiler flue gas desulfurization project. There are three pneumatic double-plate valves in front of each boiler. The system is opened when the system is running and closed when the system is stopped. It can be operated on site and operated by the operator station of the control room. The system has a 22kw Roots blower for blowing limestone powder into the boiler for desulfurization; with local / remote control switch, it can be operated by the on-site control Cabinet or the operator station of the control room, and can be interlocked with the pneumatic valve in front of the furnace The pneumatic valve cannot be fully opened, and the Roots blower cannot be operated.
(2) Each system has a 4kw feeder, which can be adjusted by frequency conversion. The control panel with cabinet door installation can be operated by the on-site control cabinet or control room operator station to start and stop the feeder, fault reset and feeder speed control, and can be interlocked with the Roots fan, the Roots fan does not run , The feeder can not run.
(3) The two systems share a limestone powder silo. The powder silo is equipped with a high material level, two low material levels and three radio frequency admittance level switches, with local / remote control conversion switches, which can be controlled by the site control cabinet. 〠On-site precipitator operation box or control room operator station operation; on-site precipitator operation box is installed at the 0m level, near the inlet of the limestone powder silo, used to operate the powder silo dust collector during feeding and can detect limestone in the powder silo The height of the powder.
4. PLC control system hardware composition
(1) Central processing unit
S7-200 selects CPU226 CN as the central processing unit, with 24 digital inputs and 16 digital outputs, which can be expanded to 248 digital points and 35 analog channels. The instruction function of S7-200 CPU is powerful, and it can carry out digital logic control, data processing and closed-loop process control.
(2) Expansion module
The digital expansion module includes: EM223 CN, 8 input DC 24V / 8 relay output; EM221 CN, 8 input DC24V.
Analog expansion module: 2 EM231 CN, 4 analog inputs, 12-bit resolution; EM232 CN, 2 analog outputs, 12-bit resolution.
5. PLC control system function
The PLC control system completes functions such as data acquisition, analog control, and sequence control.
(1) Data collection function
The host computer (industrial control computer) is installed with Kingview 6.53 monitoring software, which is connected with S7-200 through free port communication to realize data transmission.
The data collection function will collect, process, calculate, retrieve and store various information (analog, switching) of the production process according to the required sampling speed, analog-to-digital conversion accuracy and scanning cycle , Charts, curves and other forms are configured into various screens, which are displayed on the liquid crystal display of the host computer to provide the operator with timely information on the operation status of the unit.
Specific functions of data collection:
· Display: Including simulation image display, operation display, group display, alarm display, etc.
· Tabulation records: including periodic records, real-time records, accident sequence records, etc.
· Historical data storage and retrieval.
(2) Analog quantity control
The operation parameters of the desulfurization system are input to the PLC, and the analog output is controlled by the PLC and PID software functions to realize the automatic adjustment function. This analog quantity control function will control the frequency of the feeder inverter. The amount of desulfurizing agent limestone is controlled by the frequency converter of the feeder. Because the amount of feed directly affects the efficiency of desulfurization, in order to achieve environmental protection standards for economic operation, it is necessary to control the amount of feed according to the SO2 content. The set value of SO2 content can be modified on the host computer. The SO2 monitoring value after desulfurization is compared with the set value. After the PID calculation, the frequency of the feeder inverter is adjusted to control the feed amount.
(3) Sequence control SCS
SCS control objects include the unit's motor, pneumatic door, solenoid valve, etc. The SCS system of this project will be considered according to the optional function group level, subgroup level, and single control mode, and the start and stop of each subgroup level control function can be independent run. The operator can choose automatic program control or manual operation mode on the CRT keyboard. During the automatic execution of the program, if any fault occurs, it can send an interrupt signal to the operating personnel, which can interrupt the running program and return to a safe state. The cause of the program interruption can be displayed on the screen. When the manual operation mode is selected, the license file set by the SCS system can prevent the operator from misoperation. The interlocking and protection commands of the device have the highest priority, and the manual command has priority over the automatic command. The "start", "stop" or "open" and "close" commands of the controlled device block each other and make the controlled device safe. Directional action. The protection and blocking functions of SCS are always effective, and the operating personnel are not allowed to manually remove them.
6. Design idea of ​​control software
The software part is the key part to realize desulfurization control. The software is designed according to a modular structure in order to achieve strong portability and future functional expansion.
(1) Procedure flow
The program flow of the desulfurization system is shown in Figure 1:
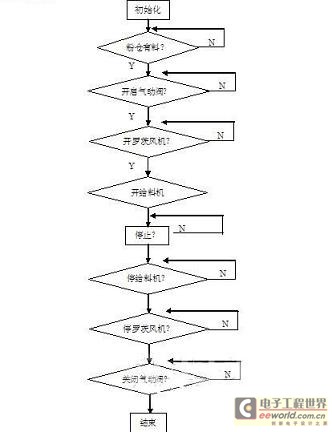
Figure 1 Desulfurization system program flow chart
(2) Closed loop control
In order to achieve economical operation and meet environmental protection standards, it is necessary to control the amount of feed according to the SO2 content. The PLC analog quantity closed-loop control PID function diagram of this desulfurization system is shown in Figure 2. The SO2 concentration sensor is used to detect the SO2 concentration in the reactor. The transmitter converts the current signal output by the sensor into a current signal of standard range, and then sends it to the simulation The quantity input module obtains a digital quantity proportional to the SO2 concentration after A / D conversion. The CPU compares it with the SO2 set value, calculates the error value according to the PID control algorithm, and sends the calculation result (digital quantity) to The analog output module, after D / A conversion, becomes a current signal, which is used to control the amount of feed to the feeder, and it controls the SO2 concentration in the boiler to achieve closed-loop control.
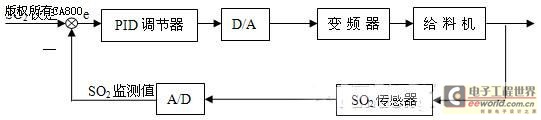
Figure 2 PID functional block diagram
S7-200 PLC provides built-in PID operation instructions. When performing analog closed-loop control, use analog expansion modules (EM231, EM232) to complete PID control. The PID function instruction designed in this paper is shown in Fig. 3, only need to set the PID parameters and run the PID control instruction, the output control value can be obtained to realize the analog closed-loop control. This system adopts the field experiment setting method, and the parameter setting is carried out directly in the process control system. Observe the SO2 concentration change through the real-time SO2 curve on the host computer interface and modify the PID parameters to achieve the ideal control value.

Figure 3 PID control instructions
7. Conclusion
Through the application of Siemens S7-200 PLC, reliable and efficient real-time control and monitoring of the desulfurization system are realized, which improves the reliability, safety and automation of the system. The application practice in a heat source factory in Shandong proved that the system has reliable performance, low failure rate, and has very good environmental protection effects and economic benefits.
Mechanical Burglary Safes are safes that have passed Chinese 3C certificate and use classical Mechanical Lock to open the safes, with high safety and perfect performance.
Details:
Equipped with classical mechanical locks;
These safes are anti-drilling, anti-burglar and anti-force;
Dual-system protection is contained in safes;
Accurate scale and easy to turn the turntable;
It can`t be opened unless the password has been known;
Not easy to be stolen for the opening process is quite complex.
Mechanical Burglary Safe,Lock Burglary Strong Safe,Mechanical Fireproof Gun Cabinet ,Mechanical Lock
YONGFA INTELLIGENT TECHNOLOGY SECURITY CO., LTD. , http://www.yongfa-safe.com